Turbo Silent saplākšņa apstrādei uz CNC
Klientu atsauksmes un īsais pieredzes kurss.
Daudzi veido savus produktus , par izejmateriālu izvēloties saplāksni. Tas ir sākums eksportam ( izmantojot ETSY.com vai kādu līdzīgu platformu ). Galvenais darba aparāts – CNC darbmašīna. Nākamais svarīgākais – griezējinstruments. Lielāko daļu sastāda – spirālfrēzes. Varianti un izmēri : dažādi: UpCut , DownCut, Kompresijas, Z1 , Z2, Z3 , ar pārklājumu DLC, XBlue ….
Kādu laiku atpakaļ, klientiem tika dota iespēja izmēģināt saplākšņa apstrādē kompresijas spirālfrēzi Turbo Silent ar Z2+4 vai Z3+6 spirālēm ar pārklājumu XtremeBLUE.

Darba izmēri sākot no D=3x12 līdz D=20x65 . Pieredze rāda, ka Turbo Silent ir svarīgi, lai darbmašīna spēj nodrošināt stabilu darba ātrumu , ir konstruktīvi stingra un pietiekama motora jauda. Ar 2.0 Kw var sākt strādāt.
Populārākais spirālfrēzes izmērs :
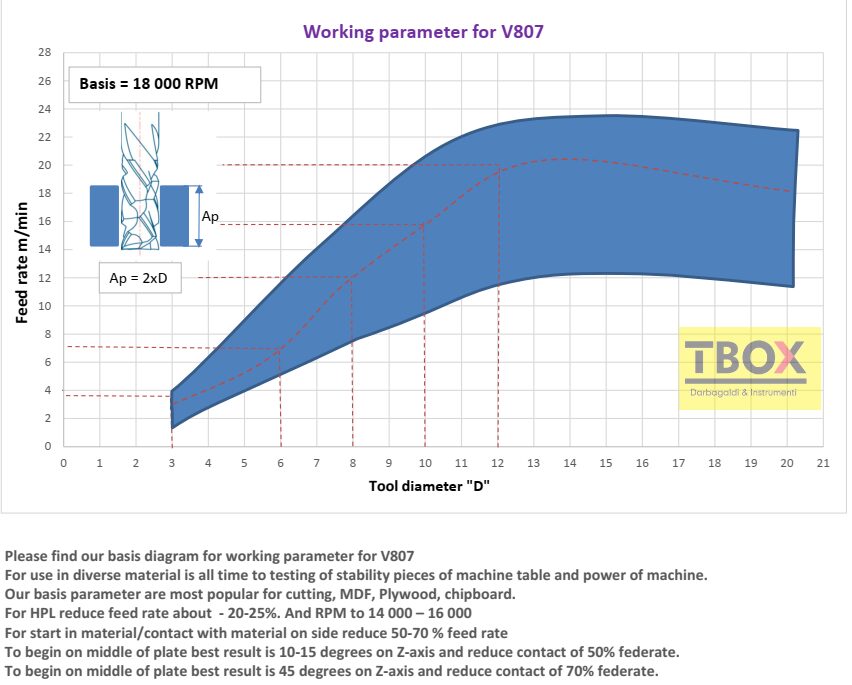
D=6x25 Z2+4 XBlue. ( NV.807.060.025.065XB) Dod iespēju vienā reizē izgriezt 18mm saplāksni ar padevi 4.0-4.5 m/min, RPM 18000.
D=8x35 Z2+4 XBlue. (NV.807.080.035.065XB) Vienam uzņēmumam ir vairāki CNC , pēc izmēģinājuma atsauksme :
“Sveiks, Saņēmu jau 6dien omnivā , paldies par ātro reakciju .
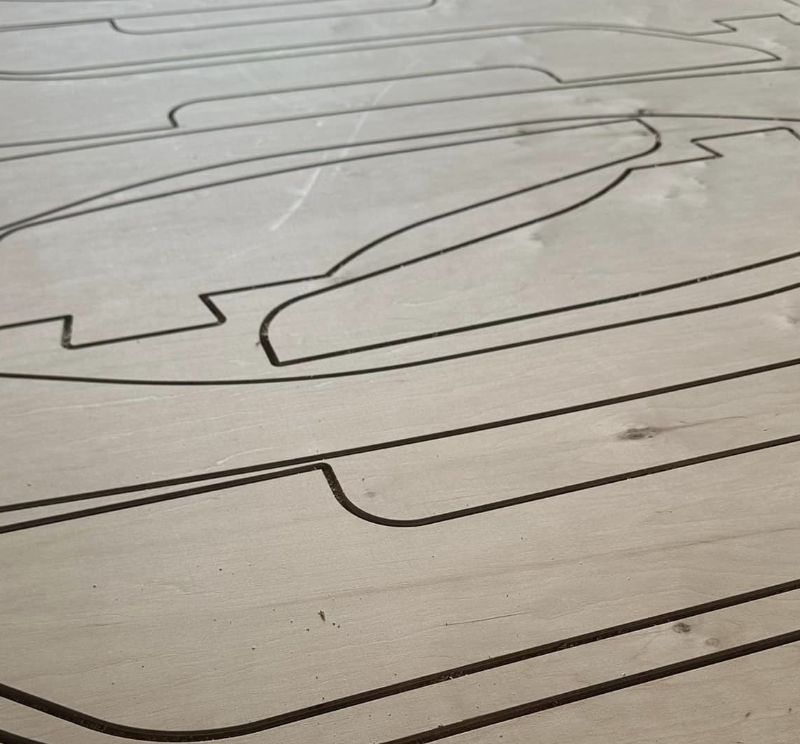
Nu ir tā vecīt ka pagaidām esam starā , laižam jau otro dienu , frēzēšanas kvalitāte vienkārši brīnišķīga , neviena pūka ,materiālu neplēš, iet salīdzinoši klusu , putekļus nerada , frezejam uzreiz 2 loksnes biezumā 12mm x2 =24mm, nu iet super .Divās dienās esam izfrēzējuši ap 100 loksnēm. Skatīsimies cik ilgi viena frēze kalpo .” Šeit tagad strādā TurboSilent. Pa šo laiku ir viena spirālfrēze “sabirusi” uzsākot darbu. Gadās arī tā.
Spirālfrēzes zoba forma uzlabo griešanas kvalitāti un pēc veiktā mērījuma, samazina arī slodzi uz vārpstas noslodzi. Iecavā uz HOMAG CNC , strādājot ar D12x35 Z2+4 un Z3+6 : “… Turbo Silent samazina slodzi uz dzinēju par 30% un tas mums dod iespēju strādāt ātrāk”.
Arī uz nelieliem apjomiem un ar mērenu noslodzi, var sasniegt labu rezultātu. Pierunāju vienu puisi izmēģināt, pēc kāda laika Watsapā komentārs : “.. tas turbo 4z saplāksnim dievīgs, neticēju savām acīm, kad 2x ātrāk kā 2 z frēzītes gāja. Nobeigums pat laikam nedaudz skaistāks kā ar 2z spirālfrēzem”.
Protams, katram ir jāatrod savs optimālais parametru kopums, lai sasniegtu sev vēlamo rezultātu. Iedodot nosacītu parametru tabulu RPM / M/min/ apstrādes dziļums – nebūs visiem vienādi rezultāti.